
Nally Plastic Mega Bins represent Australia’s premier choice for heavy-duty bulk storage and material handling applications. These professional-grade Nally Mega Bins are specifically engineered for the demanding Australian market, meeting strict local industry standards and requirements. Our comprehensive range of nally bins australia provides food-grade storage solutions with exceptional durability and operational efficiency. Understanding nally bin dimensions ensures optimal integration with Australian warehouse systems and material handling equipment.
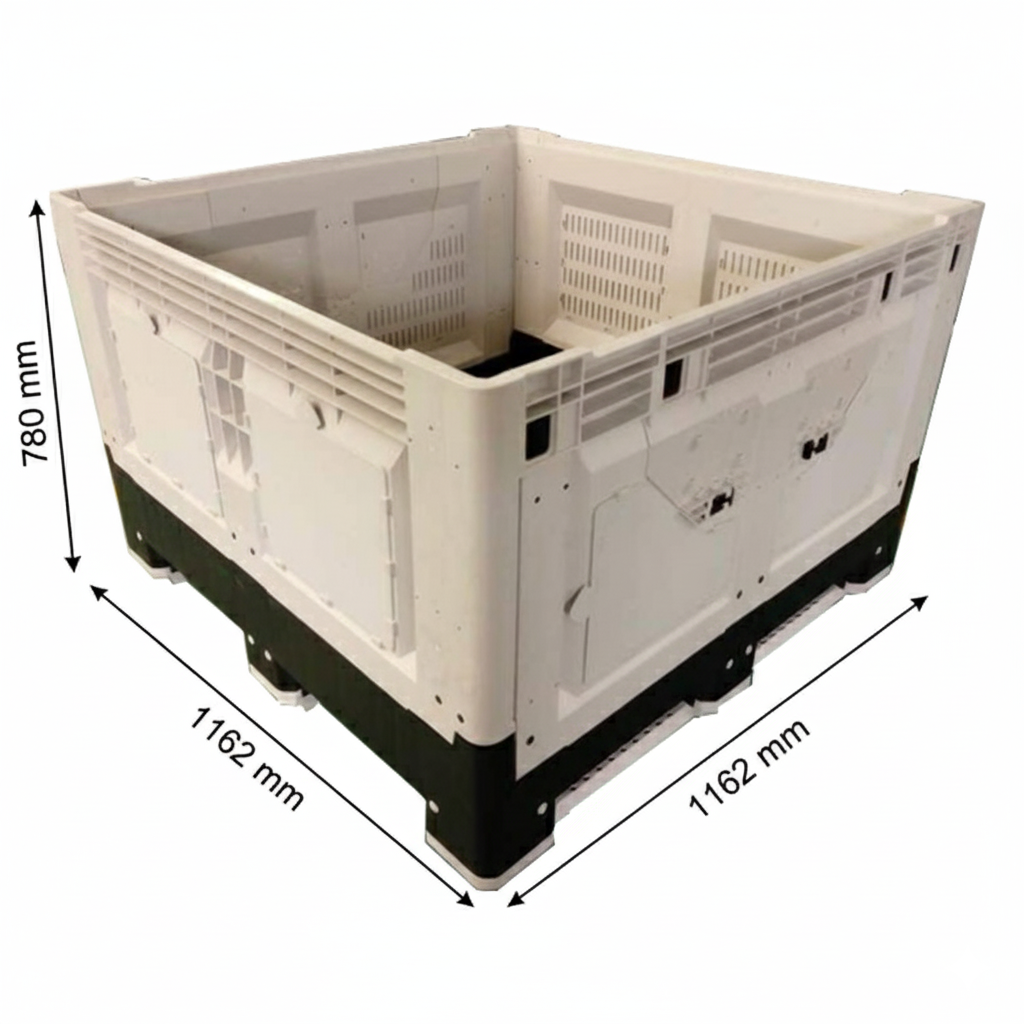
Key Specifications – Model MS7800
| Parameter | Specification | Details |
|---|---|---|
| Product Code | 1162 | Australian standard model |
| Capacity | 755 liters | Maximum storage volume |
| External Dimensions | 1162×1162×780mm | L×W×H measurements |
| Maximum Load | 500 kg | Heavy-duty capacity |
| Weight | 49 kg (approx.) | Robust construction |
| Material | HDPE | Food-grade certified |
| Base Type | Solid construction | Enhanced stability |
| Stackability | Up to 10 high (empty) | Space-efficient storage |
| Certification | Food-grade approved | Australian standards |
| Lid Compatibility | MSLID (sold separately) | Complete storage solution |
Revolutionary Design Features for Australian Operations
Food-Grade Certification Excellence
These Nally Mega Bins feature premium HDPE construction that meets strict Australian food safety standards. The food-grade certification ensures safe contact with consumable products, ingredients, and processed foods. Non-toxic formulation prevents contamination and maintains product integrity throughout storage periods. Compliance with Australian food handling regulations supports commercial food operations and regulatory requirements.
Positive Interlocking Foot Design
Advanced interlocking foot technology enables safe stacking up to ten units high when empty. The precision-engineered locking system prevents shifting and ensures stable configurations during storage. Positive engagement mechanism eliminates stacking failures that could cause damage or safety hazards. Space-efficient design maximizes warehouse storage capacity while maintaining operational safety.
Australian Market Optimization
Specifically designed for Australian conditions, these nally bins australia withstand extreme temperature variations. UV stabilization prevents degradation under intense Australian sun exposure. Robust construction handles demanding transportation across diverse Australian terrain. Local manufacturing ensures prompt availability and reduced shipping complications.
Comprehensive Nally Bin Dimensions Analysis
Standard Australian Compatibility
Nally bin dimensions of 1165×1165×780mm align perfectly with Australian pallet standards and warehouse systems. The square footprint integrates seamlessly with standard Australian material handling equipment. Forklift compatibility accommodates all major Australian warehouse operations and logistics providers. Standardized sizing ensures compatibility across multiple facility locations and operational requirements.
Optimal Storage Configuration
The 780mm height provides excellent volume-to-handling ratio for diverse Australian applications. Square base design maximizes warehouse space utilization and storage density. Stackable configuration enables vertical storage optimization in space-constrained facilities. Efficient dimensions support both manual and automated handling operations.
Transport and Logistics Optimization
Nally bin dimensions optimize shipping efficiency across Australian transport networks. Standard sizing accommodates truck loading configurations and reduces transportation costs. Container shipping compatibility supports international logistics and export operations. Consistent dimensions enable predictable logistics planning and cost management.
Advanced Applications for Australian Industries
Food Processing and Manufacturing
Nally Plastic Mega Bins excel in Australian food processing facilities handling grains, fruits, and processed ingredients. The 755-liter capacity accommodates bulk food storage and processing operations efficiently. Smooth, nonporous surfaces promote easy cleaning and hygiene maintenance between different product types. Food-grade certification ensures compliance with Australian food safety regulations and HACCP requirements.
Agricultural and Horticultural Operations
Australian farms utilize these bins for harvest collection, storage, and transport of agricultural products. The 500kg load capacity handles heavy harvests including potatoes, onions, apples, and grain products. Weather-resistant construction withstands demanding farm environments and seasonal variations. Easy cleaning protocols support multi-crop applications and prevent cross-contamination.
Industrial Manufacturing and Distribution
Manufacturing facilities across Australia rely on these bins for component storage, work-in-process inventory, and finished goods handling. Chemical resistance withstands industrial cleaning agents and process chemicals commonly used in manufacturing. Large capacity reduces handling frequency and improves operational productivity. Consistent performance supports just-in-time manufacturing and lean inventory practices.
Cold Storage and Refrigeration Applications
Temperature-resistant HDPE construction maintains integrity in Australian cold storage facilities. The material properties prevent cracking in freezer applications down to -40°C. Smooth surfaces prevent ice buildup that could interfere with handling and cleaning operations. Food-grade certification supports cold chain logistics and refrigerated storage operations.
Load Management and Structural Excellence
Heavy-Duty Load Performance
| Load Configuration | Capacity | Application |
|---|---|---|
| Maximum Load | 500 kg | Bulk material storage |
| Distributed Load | Optimal | Even weight distribution |
| Point Load | Variable | Concentrated weights |
| Stacking (Empty) | 10 units high | Space optimization |
Structural Engineering Benefits
Advanced HDPE construction provides exceptional impact resistance for demanding Australian conditions. Reinforced corners and edges prevent damage during rough handling operations. The solid base design distributes loads evenly and prevents deformation under maximum capacity. Wall thickness optimization balances strength with weight efficiency for practical handling.
Australian Climate Performance
Premium polymer formulation withstands extreme Australian temperature variations from desert heat to alpine cold. UV stabilization prevents material degradation during extended outdoor exposure periods. Thermal expansion characteristics accommodate daily temperature cycling without structural stress. Weather resistance ensures consistent performance across diverse Australian climatic zones.
Hygiene and Cleaning Excellence
Easy Maintenance Design
Smooth, nonporous surfaces promote efficient cleaning and sanitization between different applications. The seamless construction eliminates crevices where bacteria or contaminants could accumulate. Chemical resistance enables thorough cleaning with commercial sanitizers and industrial cleaning agents. Easy-clean design reduces maintenance time and supports high-throughput operations.
Food Safety Compliance
Nally bins australia meet strict Australian food safety standards for commercial food handling operations. Non-toxic materials prevent chemical migration that could contaminate stored food products. Smooth surfaces enable validation of cleaning effectiveness through visual and analytical methods. HACCP compatibility supports comprehensive food safety management systems.
Cross-Contamination Prevention
Nonporous surface characteristics prevent absorption of flavors, odors, and contaminants from previous contents. Easy cleaning protocols enable rapid changeover between different product types and applications. Color coding options support segregation systems and prevent mixing of incompatible materials. Hygienic design features support allergen management and dietary restriction compliance.
Regional Shipping and Availability
Mainland Australia Delivery
Standard shipping rates apply to NSW, VIC, QLD, and ACT for efficient mainland distribution. Established logistics networks ensure prompt delivery and competitive shipping costs. Local manufacturing reduces lead times and supports rapid order fulfillment. Standard delivery schedules support predictable project planning and inventory management.
Remote Area Considerations
Special shipping arrangements apply to WA, SA, NT, and TAS due to size and logistics constraints. Extended lead times for WA orders reflect transportation challenges and distance factors. Higher shipping costs to remote areas reflect increased logistics complexity and handling requirements. Advance planning recommended for remote area deliveries to ensure project schedule compliance.
Inventory Management
Local stock availability ensures rapid response to urgent requirements in major Australian markets. Strategic inventory positioning reduces delivery times and improves customer service. Bulk order capabilities support large-scale projects and operational expansions. Flexible ordering options accommodate both immediate needs and planned procurement schedules.
Complete System Solutions
Lid Integration Options
The MSLID (sold separately) provides complete containment for weather protection and security applications. Precision-fit design ensures secure closure and weather sealing for outdoor storage. Lid compatibility enables versatile applications from open-top handling to secure closed storage. Optional lid configuration supports diverse operational requirements and environmental conditions.
Accessory and Customization Options
Color coding options support warehouse organization and inventory management systems. Custom marking and identification enable asset tracking and quality control procedures. Specialized accessories include dividers, liners, and handling attachments for unique applications. Engineering services provide custom modifications for specialized operational requirements.
System Integration Benefits
Standardized dimensions enable seamless integration with existing Australian warehouse and logistics systems. Compatible sizing accommodates standard handling equipment and storage configurations. System approach reduces training requirements and operational complexity. Consistent performance supports operational standardization across multiple facility locations.
Quality Assurance and Standards Compliance
Australian Standards Compliance
Manufacturing processes comply with relevant Australian standards for industrial containers and food-contact materials. Quality management systems ensure consistent production quality and performance characteristics. Regular testing validates ongoing compliance with safety and performance requirements. Documentation supports regulatory compliance and quality assurance programs.
Material Certification
HDPE materials meet Australian food-grade standards for safe contact with consumable products. Chemical resistance testing validates compatibility with cleaning agents and industrial chemicals. Long-term stability testing ensures consistent performance throughout extended service life. Environmental testing confirms performance across Australian climatic conditions.
Performance Validation
Comprehensive testing protocols validate load capacity, impact resistance, and durability characteristics. Field testing in Australian conditions ensures real-world performance meets specifications. Quality control processes monitor production consistency and identify potential issues. Continuous improvement programs enhance performance and reliability based on customer feedback.
Economic Benefits for Australian Operations
Operational Efficiency Improvements
Nally Mega Bins reduce material handling labor by 30-40% compared to smaller container systems. Large capacity minimizes handling frequency and improves warehouse productivity. Consistent performance reduces operational disruptions and maintenance requirements. Efficient design supports lean operations and cost optimization initiatives.
Long-Term Value Proposition
Robust HDPE construction provides 8-12 year service life under normal Australian conditions. Extended service life reduces replacement frequency and long-term operational costs. Maintenance-free operation eliminates ongoing service and repair expenses. Return on investment typically achieved within 2-3 years of implementation.
Supply Chain Optimization
Standard dimensions enable efficient logistics and warehousing throughout Australian supply chains. Stackable design maximizes storage density and reduces facility requirements. Consistent sizing supports automated handling systems and operational standardization. Improved efficiency reduces total cost of ownership for material handling operations.
Environmental Impact and Sustainability
Recyclable Construction
100% recyclable HDPE construction supports Australian environmental sustainability initiatives. End-of-life containers can be reprocessed into new plastic products through established recycling networks. Circular economy principles minimize waste generation and environmental impact. Sustainable design aligns with corporate environmental responsibility objectives.
Extended Service Life Benefits
Durable construction significantly exceeds single-use packaging alternatives in longevity and environmental impact. Long replacement cycles reduce material consumption and manufacturing emissions. Reusable design eliminates disposable packaging waste in supply chain operations. Environmental benefits support corporate sustainability reporting and compliance requirements.