
Collapsible Plastic Pallet Boxes represent the pinnacle of space-efficient industrial storage technology, combining maximum storage capacity with revolutionary space-saving design. These premium folding plastic pallet boxes deliver exceptional operational flexibility through innovative collapsible engineering that reduces storage space by up to 75% when empty. Our professional-grade china plastic pallet boxes provide cost-effective solutions without compromising quality or performance standards. Understanding cheap heavy duty foldable plastic pallet box specifications ensures optimal value while meeting demanding industrial requirements and logistics operations.
Key Specifications – Model ENL-1210WE
| Parameter | Specification | Details |
|---|---|---|
| Model Code | ENL-1210WE | Professional grade |
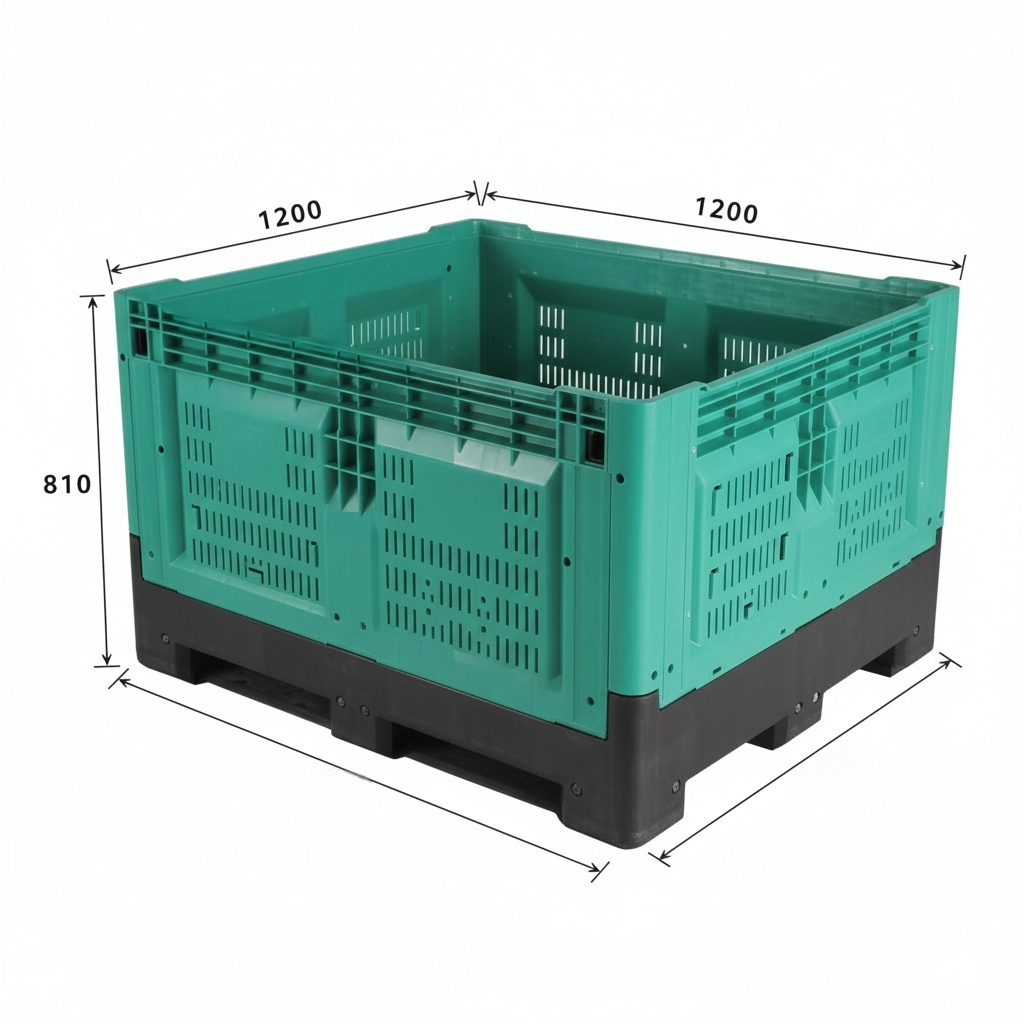
| External Dimensions | 120×100×81 cm | L×W×H assembled |
| Internal Dimensions | 111×91×66 cm | Working storage space |
| Collapsed Height | 29 cm | Space-saving design |
| Pallet Weight | 43 kg | Robust construction |
| Static Load | 4 tons | Long-term storage |
| Dynamic Load | 1 ton | Handling operations |
| Container Loading | 40HC: 210/175/60 | Shipping efficiency |
| Container Loading | 20FT: 83/60/24 | Standard containers |
| Wall Type | Ventilated design | Airflow optimization |
| Base Type | Integrated pallet | All-in-one solution |
| Material | Premium HDPE/PP | Industrial grade |
| Color | Green standard | Custom available |
Revolutionary Collapsible Design Technology
Advanced Folding Mechanism Engineering
These collapsible plastic pallet boxes feature precision-engineered folding systems that enable rapid assembly and disassembly without tools or special equipment. The innovative hinge design maintains structural integrity through thousands of folding cycles while ensuring consistent performance. Quick-release mechanisms enable single-person operation for efficient warehouse operations and space management. Robust locking systems ensure secure assembly under maximum load conditions and operational stresses.
Space Optimization Excellence
Folding plastic pallet boxes reduce storage footprint by 75% when collapsed, transforming from 81cm to just 29cm height for maximum space efficiency. Collapsed configuration enables efficient return logistics, reducing transportation costs and warehouse storage requirements significantly. Stackable collapsed design maximizes warehouse space utilization during off-season or low-demand periods. Space-saving benefits support lean inventory practices and warehouse optimization initiatives.
Heavy-Duty Construction Standards
Despite being competitively priced cheap heavy duty foldable plastic pallet box solutions, these units maintain exceptional structural performance and durability. Premium HDPE/PP construction provides 4-ton static capacity and 1-ton dynamic loading for demanding industrial applications. Reinforced corner design distributes loads evenly and prevents structural failure under maximum capacity conditions. Industrial-grade materials ensure consistent performance throughout extended service life and operational cycles.
Comprehensive Load Performance Analysis
Superior Load Bearing Capabilities
| Load Configuration | Capacity | Application |
|---|---|---|
| Static Load | 4 tons | Warehouse storage |
| Dynamic Load | 1 ton | Forklift handling |
| Stacking Load | Variable | Vertical storage |
| Racking Load | Supported | Beam systems |
| Uniform Distribution | Optimal | Even weight spread |
Structural Engineering Excellence
Monolithic pallet base construction eliminates assembly weak points and provides consistent load distribution across the entire footprint. Reinforced wall sections maintain structural integrity under maximum load conditions while supporting efficient collapsible operation. Advanced polymer formulation ensures impact resistance, chemical compatibility, and long-term durability under industrial conditions. Engineering validation confirms performance standards and safety margin compliance for demanding applications.
Temperature and Environmental Performance
Premium construction materials maintain structural integrity across -40°C to +70°C operational temperature ranges for diverse applications. Chemical resistance enables compatibility with industrial cleaning agents, sanitizers, and process chemicals commonly used in manufacturing. UV stabilization prevents degradation during outdoor storage and extended exposure to sunlight and weather conditions. Environmental durability ensures consistent performance across diverse climatic conditions and operational environments.
Advanced Applications for Industrial Operations
Automotive Manufacturing and Distribution
Collapsible plastic pallet boxes excel in automotive supply chain operations for component storage, parts distribution, and assembly line supply. The 4-ton capacity accommodates heavy automotive components including engines, transmissions, and large assemblies efficiently. Ventilated wall design provides airflow for temperature-sensitive components and prevents moisture accumulation during storage. Collapsible design optimizes return logistics for empty containers and reduces transportation costs significantly.
Agricultural and Food Processing Operations
Agricultural operations utilize these boxes for harvest collection, processing, and distribution of produce and agricultural products. The ventilated wall design provides excellent airflow for fresh produce storage and prevents spoilage during transportation and storage. Food-grade materials (available) ensure safe contact with consumable products and compliance with food safety regulations. Easy cleaning protocols support HACCP compliance and hygiene maintenance requirements throughout the supply chain.
Retail and E-commerce Distribution
Retail distribution centers rely on these folding plastic pallet boxes for inventory management, order fulfillment, and seasonal storage optimization. Large internal capacity (111×91×66cm) accommodates diverse product ranges from textiles to electronics and consumer goods. Collapsible design enables efficient storage during low-demand periods and rapid deployment for peak season operations. Space optimization supports urban distribution centers where real estate costs are premium considerations.
Chemical and Pharmaceutical Industries
Chemical manufacturing facilities utilize these boxes for raw material storage, intermediate products, and finished goods distribution with appropriate chemical compatibility. The robust construction withstands demanding industrial environments while providing secure containment for valuable materials. Chemical resistance enables thorough cleaning and sanitization between different product types and applications. Regulatory compliance documentation supports pharmaceutical and chemical industry quality requirements.
China Plastic Pallet Boxes Manufacturing Excellence
Advanced Manufacturing Technology
State-of-the-art manufacturing facilities in China utilize precision injection molding technology for consistent quality and dimensional accuracy. Automated production processes ensure uniform wall thickness, structural integrity, and folding mechanism performance across all units. Quality control systems monitor critical dimensions, material properties, and functional performance throughout production. ISO 9001 quality management ensures consistent manufacturing standards and continuous improvement processes.
Cost-Effective Production Benefits
China plastic pallet boxes manufacturing leverages efficient production methods to deliver competitive pricing without compromising quality or performance standards. Economies of scale enable cost-effective solutions for large-volume applications and international distribution requirements. Local raw material sourcing reduces manufacturing costs while maintaining premium material specifications and performance characteristics. Efficient logistics networks support global distribution and competitive delivered pricing.
Quality Assurance and Testing Protocols
| Test Parameter | Standard | Validation |
|---|---|---|
| Load Testing | ISO 8611 | Capacity verification |
| Impact Resistance | Drop testing | Durability validation |
| Chemical Resistance | Material compatibility | Application suitability |
| Folding Cycles | Mechanism durability | Long-term performance |
Container Loading and Logistics Optimization
Shipping Efficiency Maximization
Optimized dimensions enable efficient container loading with 40HC containers accommodating 210 units (assembled), 175 units (mixed), or 60 units (specific configuration). Standard 20FT containers efficiently transport 83 units (assembled), 60 units (mixed), or 24 units (specific applications). Collapsed shipping reduces transportation costs by up to 75% for return logistics and empty container management. Efficient packaging maximizes shipping density and reduces per-unit transportation costs.
Global Logistics Integration
Standard dimensions facilitate integration with international logistics networks and material handling systems worldwide. Forklift compatibility accommodates all major material handling equipment and warehouse operations globally. Container shipping optimization supports efficient international trade and reduces logistics complexity for global operations. Consistent performance standards enable worldwide deployment and operational standardization across multiple facilities.
Return Logistics Optimization
Collapsible design transforms return logistics economics by reducing empty container shipping costs and warehouse storage requirements. Collapsed units stack efficiently for maximum shipping density during return transport to origin facilities. Space savings enable more frequent return shipments and reduced inventory holding costs for empty containers. Logistics optimization supports circular economy principles and sustainable supply chain operations.
Economic Benefits and Value Proposition
Operational Cost Reduction Analysis
Cheap heavy duty foldable plastic pallet box solutions reduce total cost of ownership by 30-45% compared to rigid alternatives through space optimization benefits. Reduced warehouse storage requirements for empty containers decrease facility costs and improve space utilization efficiency. Lower transportation costs for empty containers improve logistics economics and supply chain profitability. Extended service life reduces replacement frequency and procurement costs over time.
Space Utilization Benefits
75% space reduction when collapsed enables significant warehouse space optimization and reduced facility requirements. Improved space efficiency supports higher inventory density and warehouse productivity optimization. Reduced storage costs for empty containers improve overall supply chain economics and operational efficiency. Space savings enable warehouse capacity expansion without facility modification or additional real estate investment.
Long-Term Value Proposition
| Benefit Category | Value | Impact |
|---|---|---|
| Service Life | 8-12 years | Extended durability |
| Space Savings | 75% reduction | Warehouse efficiency |
| Transport Savings | 60-75% | Logistics optimization |
| ROI Timeline | 12-18 months | Rapid payback |
Environmental Impact and Sustainability Features
Recyclable Construction Excellence
100% recyclable HDPE/PP construction supports corporate environmental sustainability initiatives and circular economy principles. End-of-life containers can be efficiently reprocessed into new products through established recycling networks and programs. Material identification marking facilitates proper recycling and waste stream management for environmental compliance. Sustainable design principles align with corporate environmental responsibility and regulatory requirements.
Transportation Emission Reduction
Collapsible design significantly reduces transportation emissions through improved shipping efficiency and reduced empty container transport requirements. Optimized logistics reduce fuel consumption and carbon footprint throughout supply chain operations and distribution networks. Efficiency improvements support corporate sustainability goals and environmental reporting requirements for carbon emission reduction. Sustainable logistics practices contribute to overall supply chain environmental performance improvement.
Extended Service Life Environmental Benefits
Durable construction provides 8-12 year service life, significantly reducing material consumption and manufacturing emissions per operational unit. Long replacement cycles reduce environmental impact and support sustainable business practices through extended product lifecycle management. Reusable design eliminates single-use packaging alternatives and reduces overall waste generation throughout supply chain operations. Environmental benefits support comprehensive sustainability reporting and corporate environmental compliance requirements.
Technical Performance and Quality Validation
Durability Performance Standards
- Folding Cycle Testing: 10,000+ cycles without performance degradation or structural failure
- Impact Resistance: Superior performance under industrial handling conditions and material handling equipment
- Load Distribution: Even weight distribution across base and wall structures under maximum capacity
- Temperature Stability: Consistent performance across industrial operational temperature ranges
Quality Control and Testing Protocols
Comprehensive testing validates structural integrity under maximum load conditions and operational stresses throughout service life. Impact testing confirms resistance to handling damage and operational stresses in demanding warehouse environments. Folding mechanism testing ensures reliable operation through thousands of assembly/disassembly cycles without degradation. Quality documentation supports workplace safety programs and operational compliance requirements.
Performance Certification Standards
Manufacturing processes comply with international standards for industrial containers and material handling equipment safety requirements. Quality management systems ensure consistent production quality and performance characteristics throughout manufacturing. Regular testing validates ongoing compliance with safety standards and performance specifications for industrial applications. Certification documentation supports customer quality assurance programs and regulatory compliance requirements.
Customization and Engineering Services
Configuration Options and Modifications
Multiple standard colors support warehouse organization, inventory management, and operational identification systems effectively. Custom color matching available for corporate branding requirements and specialized operational coding systems. Modified dimensions accommodate specific equipment constraints and specialized handling system requirements. Engineering services provide custom modifications while maintaining structural integrity and folding functionality.
Specialized Feature Integration
- Drainage Systems: Custom drainage solutions for wet applications and cleaning protocols
- Identification Systems: Permanent marking, labeling, and tracking solutions for asset management
- Access Features: Custom door configurations and access solutions for specialized applications
- Attachment Points: Specialized mounting points and attachment systems for unique operational requirements
Technology Integration Capabilities
RFID compatibility enables advanced inventory tracking, asset management, and automated identification throughout supply chain operations. Barcode marking supports automated data collection, logistics processes, and comprehensive inventory management systems. Digital integration accommodates Industry 4.0 initiatives and smart manufacturing requirements for operational optimization. Technology options enhance supply chain visibility, operational efficiency, and data collection capabilities.