
China Rackable Plastic Pallet Manufacturer: Professional 48×40 Manufacturing Excellence
As a premier china rackable plastic pallet manufacturer, we specialize in precision-engineered 48×40 Model 1210PHT platforms designed for maximum durability and performance. Our manufacturing facility produces over 3 million units annually using high-tonnage injection molding technology, ensuring consistent quality and dimensional accuracy across all products. Each pallet undergoes rigorous quality control processes and meets international standards including ISO 9001, SGS, FDA, CE, and REACH compliance certifications.
Our 48×40 rackable pallets Model 1210PHT feature closed deck design with 9-foot configuration and integrated steel tube reinforcement, providing exceptional structural integrity for demanding industrial applications. The single-piece injection molding construction eliminates loose components while maintaining precise specifications that match rack dimensions perfectly.
48×40 Rackable Plastic Pallet Performance & Load Specifications
The 48×40 Model 1210PHT platform delivers superior racking capabilities with static loads up to 6T, dynamic loads up to 1.5T, and racking loads up to 1.2T. Built-in steel tubes provide enhanced structural support, making these pallets ideal for beam racks, shuttle systems, and drive-in rack configurations. The four-way entry design ensures compatibility with all standard handling equipment including forklifts, pallet jacks, and automated systems.
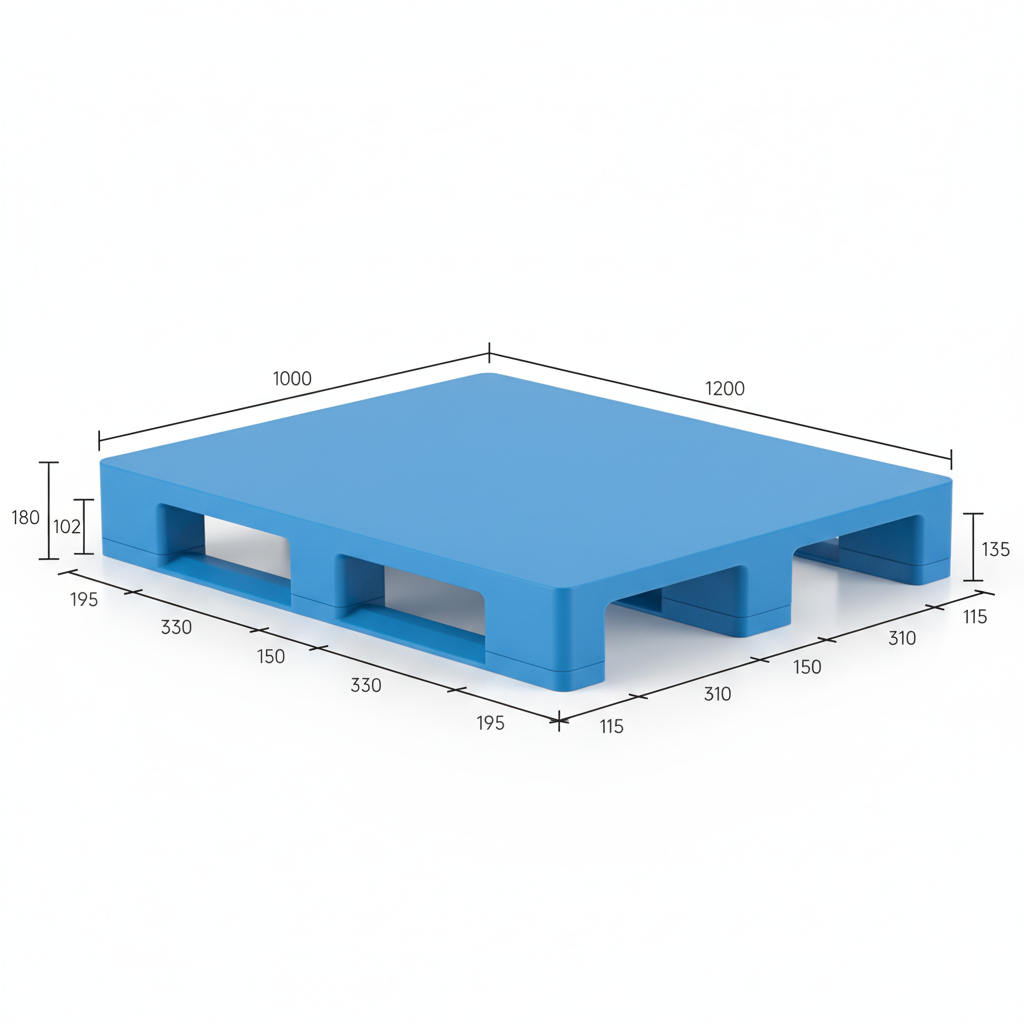
Our china rackable plastic pallet manufacturer ensures dimensional consistency at 1200x1000x155mm (48×40 inches), providing perfect compatibility with standard North American and international racking systems. The reinforced construction supports vertical stacking up to 6 tiers, reducing floor space requirements by 30% while maximizing warehouse efficiency.
Industrial-Grade Materials & Environmental Resistance from China Manufacturer
Manufactured from 100% virgin high-density polyethylene (HDPE) resin, these 48×40 Model 1210PHT pallets offer exceptional impact resistance and chemical stability. The non-porous surface prevents bacterial growth and moisture absorption, making them ideal for pharmaceutical manufacturing, food processing, and clean room environments. Temperature resistance ranges from -25°C to +40°C, ensuring consistent performance across diverse storage conditions.
The anti-slip rubber inserts provide enhanced load security during transport and handling operations. Corrosion and moisture resistance make these platforms perfect for cold storage applications and chemical environments where traditional wooden pallets fail. The smooth closed deck design eliminates contamination harboring points while supporting high-temperature cleaning protocols.
Model 518 1210PHT-3 Technical Specifications
| Parameter | Specification | Food Safety Advantage |
|---|---|---|
| Dimensions | 1200x1000mm (47.2″x39.4″) | Standard international sizing |
| Height | 180mm (7.1″) | Optimal fork clearance |
| Weight | 18.6kg (41.0 lbs) | Lightweight yet robust |
| Static Load | 6T | Heavy-duty storage capacity |
| Dynamic Load | 1.5T (3,307 lbs) | Safe material handling |
| Racking Load | 1T (2,204 lbs) | Reliable rack storage |
| Construction | Welded reinforcement | Seamless hygienic design |
| Surface | Solid flat deck | Easy cleaning and sanitization |
| Packaging | 40HQ: 500pcs | Efficient shipping solution |