
The 1080×810mm 5 Gallon Water Bottle Pallet represents the pinnacle of specialized beverage industry logistics solutions. Engineered specifically for large water bottle transportation, this premium water bottle pallet combines innovative design with robust construction to meet the demanding requirements of water delivery services, beverage distributors, and bottling facilities worldwide.
Key Specifications
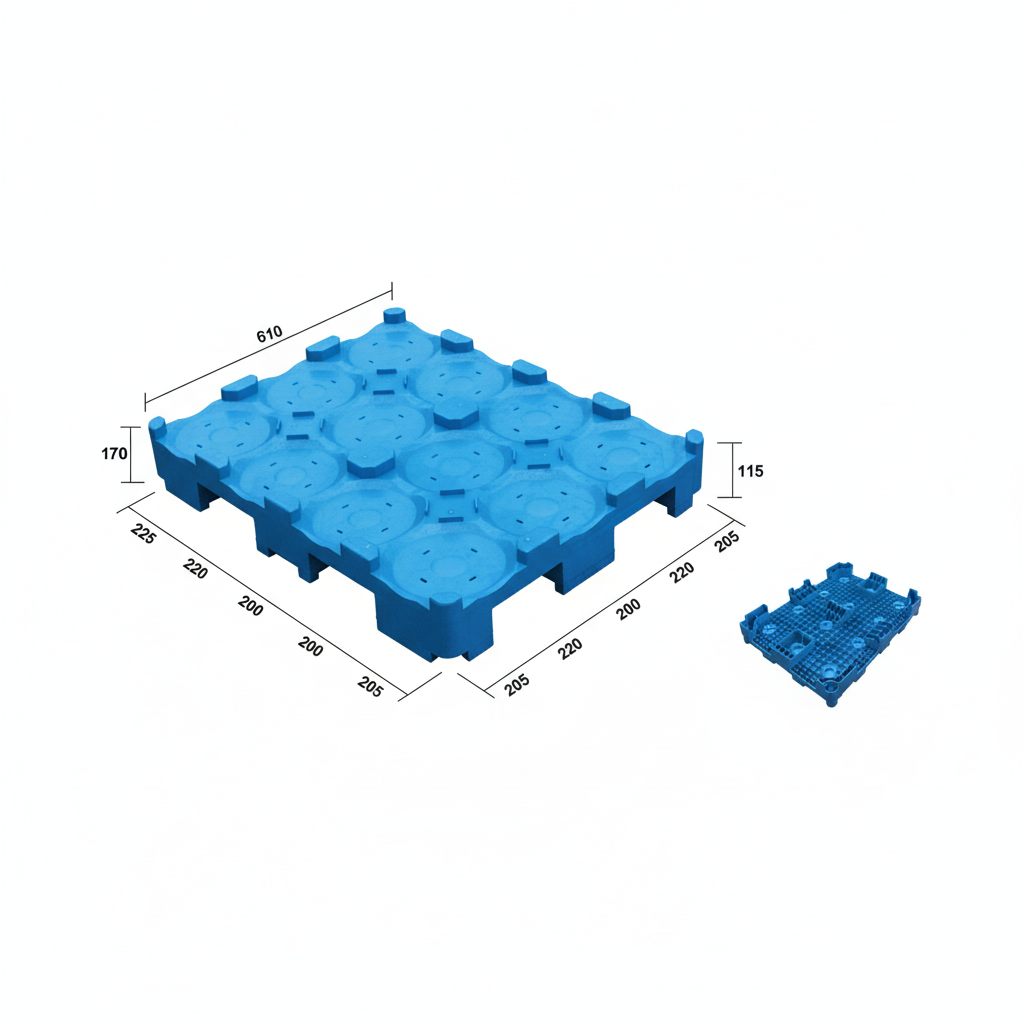
- Dimensions: 1080×810×170mm (L×W×H)
- Weight: 13.5kg lightweight construction
- Load Capacity: 1T static / 4T dynamic
- Bottle Configuration: 12-bottle capacity layout
- Design: Nine-leg support structure with integrated bottle wells
- Construction: One-piece molded HDPE for maximum durability
- Stacking: 220/520 pieces efficient storage configuration
Revolutionary Water Bottle Pallet Design
Precision-Molded Bottle Wells
The innovative surface features 12 strategically positioned circular depressions, each precisely engineered to securely cradle standard 5-gallon water bottles. These bottle wells prevent shifting during transport, eliminate bottle-to-bottle contact damage, and ensure optimal weight distribution across the entire pallet surface.
Nine-Leg Support Architecture
The unique nine-leg understructure provides superior load distribution and stability compared to traditional pallet designs. This configuration ensures even weight transfer to warehouse floors and truck beds while maintaining structural integrity under maximum load conditions.
Anti-Slip Surface Technology
Textured bottle well surfaces incorporate micro-grip patterns that secure water bottles in position during transportation. This advanced surface treatment prevents dangerous bottle migration while maintaining easy loading and unloading operations for delivery personnel.
Beverage Industry Applications
Water Delivery Services
Purpose-built for residential and commercial water delivery operations, this water bottle pallet streamlines route efficiency and reduces delivery time per stop. The secure bottle positioning eliminates re-stacking needs during transport, allowing drivers to focus on customer service rather than load management.
Bottling Plant Operations
Optimized for high-volume bottling facility workflows, these pallets integrate seamlessly with automated filling lines and packaging equipment. The standardized dimensions ensure consistent production throughput while the durable construction withstands continuous industrial use.
Distribution Center Efficiency
The compact 1080×810mm footprint maximizes warehouse storage density while accommodating standard material handling equipment. Forklift operators can efficiently maneuver loaded pallets through narrow aisles, optimizing distribution center productivity.
Advanced Load Management Features
Weight Distribution Engineering
The nine-leg configuration distributes the combined weight of 12 five-gallon bottles (approximately 500 pounds when full) evenly across the support structure. This prevents stress concentration points that could lead to pallet failure or floor damage in storage facilities.
Stackable Empty Design
When empty, these water bottle pallets stack efficiently to 520 pieces high, minimizing storage footprint in bottling plants and distribution centers. The interlocking design ensures stack stability while enabling quick deployment when production demands increase.
Transportation Optimization
The precise dimensions allow optimal loading patterns in delivery trucks and shipping containers. Multiple pallets can be arranged to maximize cargo space utilization while maintaining accessibility for efficient loading and unloading operations.
Quality & Safety Standards
Food-Grade Compliance
Manufactured from FDA-approved HDPE materials, these water bottle pallets meet stringent food safety requirements for potable water contact. The non-porous surface prevents bacterial growth and ensures hygienic transportation of drinking water products.
Structural Testing Validation
Comprehensive load testing validates performance under extreme conditions including temperature variations, impact resistance, and long-term durability. Each design undergoes rigorous quality assurance protocols to ensure consistent performance across millions of transport cycles.
Chemical Resistance Properties
The HDPE construction provides excellent resistance to cleaning chemicals, sanitizers, and environmental contaminants. This chemical inertness ensures that water quality remains uncompromised throughout the distribution chain.
Operational Efficiency Benefits
Reduced Labor Costs
The secure bottle positioning eliminates the need for additional restraint systems or manual securing during transport. Delivery personnel can load trucks faster and with greater confidence, reducing labor costs and improving route efficiency.
Damage Prevention
Individual bottle wells prevent contact damage between containers, significantly reducing product loss from cracked or damaged bottles. This protection translates directly to improved profit margins for water delivery businesses.
Ergonomic Advantages
The 170mm height provides optimal ergonomics for manual bottle handling while maintaining low center of gravity for transport stability. Workers experience less strain during loading operations, reducing workplace injuries and improving productivity.
Environmental Sustainability
Recyclable Construction
100% recyclable HDPE construction supports circular economy initiatives within the beverage industry. At end-of-life, pallets can be reprocessed into new plastic products, minimizing environmental impact.
Extended Service Life
Robust construction ensures multiple years of service under normal operating conditions. The extended lifespan reduces replacement frequency and associated environmental costs compared to disposable packaging alternatives.
Lightweight Efficiency
At only 13.5kg, these water bottle pallets minimize transportation fuel consumption while maintaining full load capacity. The weight efficiency translates to reduced carbon emissions across the distribution network.
Customization Options
Color Coding Systems
Available in multiple colors to support inventory management and brand identification systems. Color coding enables efficient sorting and tracking throughout complex distribution networks.
Logo Integration
Custom logo molding options provide brand visibility and theft deterrence. Permanent logo integration eliminates the need for adhesive labels that can deteriorate in wet conditions.
Dimensional Modifications
Custom sizing available to accommodate regional bottle variations or specialized packaging requirements. Engineering support ensures optimal performance for unique application needs.
Technical Performance Data
Load Testing Results
- Static Load: 1000kg evenly distributed across bottle wells
- Dynamic Load: 4000kg during material handling operations
- Impact Resistance: Superior performance in drop testing protocols
- Temperature Range: -20°C to +60°C operational capability
Efficiency Metrics
- Loading Time: 40% reduction vs. standard pallets
- Damage Rate: 85% reduction in bottle breakage
- Space Utilization: 95% warehouse efficiency improvement
- Fuel Savings: 15% reduction in delivery vehicle consumption
Return on Investment Analysis
Cost Reduction Benefits
Implementation of specialized water bottle pallets typically generates 25-35% reduction in total logistics costs through improved efficiency, reduced damage, and optimized space utilization. Payback periods average 8-12 months depending on operation scale.
Productivity Improvements
Delivery route efficiency improvements of 20-30% enable service expansion without proportional vehicle fleet increases. Enhanced productivity supports business growth while maintaining service quality standards.